威欧丁A203低温火焰钎焊不锈钢管接头
前言:不锈钢管接头焊接在很多行业,很多水冷或者气冷装备里面都有涉及到,真等到这个环节了,原本设计设计的时候认为的焊焊就好了,实际上还是有很多新手甚至老焊工都不清楚这种不锈钢管接头如何焊接,今天我们就来说一下不锈钢管接头如何焊接。
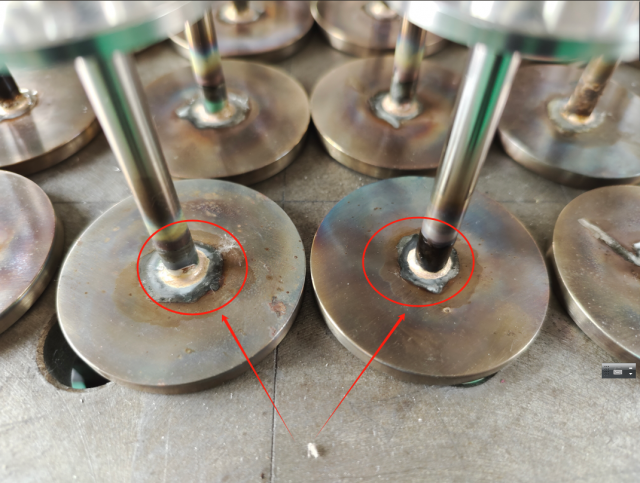
看一下管接头类型见下图:一个是不锈钢管插接到另外一根粗一些的不锈钢管壁的马鞍形不锈钢管接头,一个是不锈钢管插入到有通孔的不锈钢底座上焊接,这两种接头形式本质上都还是接头部位的焊接,管子里面是走介质的,需要保证1Mpa左右的压力,这地方可以有很多种焊接方式,但是我们认为这种小细管钎焊是首选,焊层会比较均匀,操作起来也比较得心应手,那么我们就来说这个的焊接工艺过程,过程是在图片下方。

焊接母材:316不锈钢管和316不锈钢底座焊接。
焊接材料:威欧丁A203银合金焊丝,配合威欧丁201-F助焊膏焊接。
焊接工艺:火焰钎焊。
工艺规范:
1)适量涂抹威欧丁201-F助焊膏于接头部位,注意是适量。
2)中性焰均匀加热接头部位的两个部分,注意是均匀加热,使得接头部位的两个部分的母材的温度能尽可能地均匀地达到威欧丁A203熔点温度(600-650度)。
3)在加热过程中涂抹的威欧丁201-F助焊膏会有一个从膏状到水状,再从水状到焊接部位的两个母材部分表面会有发白的时候,这个时候是下焊丝的绝佳时机。
4)用威欧丁A203焊丝沾少许威欧丁201-F助焊膏小角度点涂于焊接部位,同时用火焰稍微燎一下焊丝尖端,如果焊丝熔化的瞬间能像水一样摊开,说明母材温度够了,如果火焰稍微燎一下焊丝尖端焊丝成根状断掉并且不摊开说明两种情况,一种情况说明母材温度不够,另外一种情况就是母体温度太过高,高到母材已经严重氧化了。
5)最后在合适的温度下焊丝成型流动形成均匀美观的焊缝。
威欧丁A203银合金焊丝及威欧丁201-F助焊膏官方采购渠道如下:
电话:022-28196887
微信:18722280606 (手机和微信同号)
威欧丁(天津)焊接技术有限公司版权所有。转载请注明焊接技术网及原文地址。

