发动机缸盖有裂缝怎么样能焊接?
发动机缸盖有裂纹从如下几个方面去焊接解决
1、表面油污及组织毛细内部油污处理。即去除表面的油污,及组织毛细里面的油污。其中表面处理可以通过清洗剂或者用火烧油污,保证表面没有油污以后打磨即可,如果是组织毛细内的长期油浸渍过的需要加热铸铁达到一定温度让组织毛细里面的油污蒸发和烧损,但是记住是千万不可以把铸铁烧到过高温度以至于铸铁冷却变脆硬,我们这个目的是去除组织毛细内部的有机物,而非热处理。
2、处理坡口。前期的表面处理好以后,裂纹的坡口需要处理的,便于焊缝有一定的熔深咬合,不过缸盖裂纹处的受力环境不是很恶劣,所以坡口深度可以小一些,一般2-3毫米之间即可,保证焊条一遍可以咬合成型即可。然后再裂纹两端打上止裂孔。
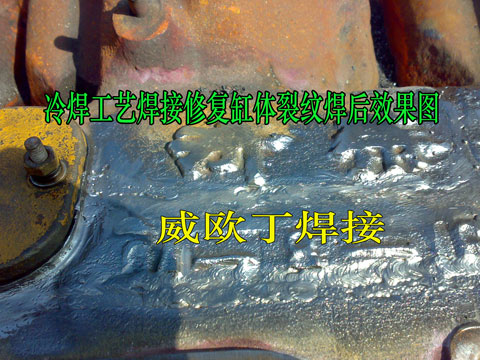
3、铸铁缸盖坡口后的冷焊工艺焊接。既然是修复这种有修复价值的发动机缸盖,那么我们就选用抗裂性能优异可以适合冷焊工艺的铸铁焊条,比如很多重要铸铁设备检修会用到的WEWELDING777铸铁焊条,焊接电流如果是3.2的焊条调节到90-110A,2.4的焊条调节到60-80A,在焊接之前用废旧的干净铁板调试好电流实施焊接,调试电流的目的是在可以打开熔池的基础上尽量减少电流,从而减少热输出到铸铁母体上,焊接过程中压低电弧窄焊道焊接,避免大范围左右摆动,根据裂纹的长度可以将焊道可以分成几段来分段跳跃焊接,尽量避免连续施焊,每一段焊口焊完以后都可以用外力敲击焊缝释放应力,等焊缝冷却到常温继续下一段焊接。反复这个操作直到焊完整个焊道。
4、焊后肉眼检查是否有明显的裂纹或者气孔,如果有的话需要用切割片剖开再次点焊修复。
5、最后做PT探伤,可以检查是否有裂纹产生,没有裂纹就是焊接成功。

威欧丁(天津)焊接技术有限公司版权所有。转载请注明焊接技术网及原文地址。

