粉末成型压机的铸铁机座焊接
前言:关于WEWELDING777铸铁焊接的应用,在威欧丁焊接技术网铸铁专栏里已经做过很多不同类型的案例,此次拿一个很有代表性的粉末成型压机的铸铁机座焊接案例,是关于在大吨位的冲压机的受力部位加强板来加强的运用案例(机座因频繁受力将机座箱体拉裂),需要将裂纹做一个彻底的焊修复,然后利用厚度相当或略薄于受力部位铸铁的碳钢板来加强,我公司付出了艰辛的努力将其成功修复,期望能够与更多的压机厂家取得实质的合作事宜的机会!
焊接提供:威欧丁(天津)焊接技术有限公司 Engineer Zhang
焊接工艺:冷焊工艺(无预热,无保温),碳钢板焊接到铸铁机座做加强
焊接材料:WEWELDING777铸铁焊条(简称威欧丁777铸铁焊条)
注意:认清假冒WEWELDING777铸铁焊条的真面目!!谨防假冒!
正品WEWELDING777铸铁焊条购买方式:
电脑用户:点击此处进入威欧丁焊接官方阿里巴巴店铺购买
手机用户:点击此处进入威欧丁焊接官方微商城购买
正品WEWELDING777铸铁焊条(简称WE777铸铁焊条)见下图
正品的WEWELDING777(简称威欧丁777)铸铁焊条包装及焊条照片
焊接难点:压机吨位大,机座部位被拉裂,而机座箱体内有齿轮润滑油,箱体拉裂不光是要解决大吨位的受力问题,并且要解决焊后的密封问题。
一、粉末成型压机的铸铁机座裂纹,冲压吨位比较大裂纹受损长度达200mm长


二、机座关键受力部位用碳钢板加强,采用WEWELDING777铸铁焊条冷焊工艺施焊,焊接后效果图



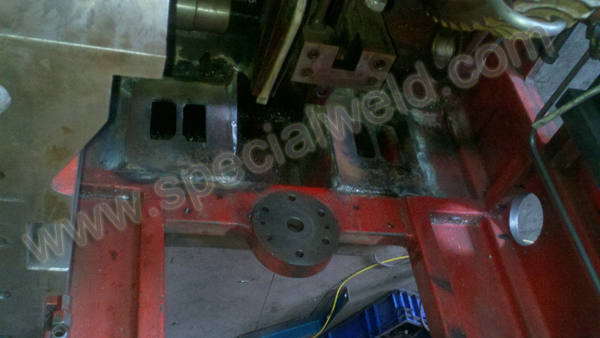
三、威欧丁(天津)焊接技术有限公司 Engineer Zhang 焊接现场,冷焊工艺,严格按照WEWELDING777的使用工艺来焊接操作。


四、机座箱外围焊接后用碳钢板做加强,焊接后探伤无焊接裂纹存在。

五、WEWELDING777冷焊铸铁视频记粉末成型压机机座箱体裂纹,受力部位焊接,渗漏焊接。

总结:对于铸铁的受力部位的焊接,可以选用冷焊工艺采用高强度匹配的WEWELDING777铸铁焊条焊接,抗拉强度达到接近500牛顿/平方毫米,一般要高于常见铸铁,在焊缝本身已经达到一定焊接强度的基础上,如果需要达到更加的强度要求或者是保证更高的强度要求的话,用碳钢板用于铸铁机体加强是一个不错的选择,因为碳钢的抗拉强度是一般铸铁无法比拟的,但是能够真正将碳钢板加焊到铸铁上,并且保证抗裂强度和抗裂性能的铸铁焊条并不多见,幸运的是WEWELDING777可以承担起这个运用!以上的案例是一个很好的说明。
威欧丁(天津)焊接技术有限公司版权所有。转载请注明焊接技术网及原文地址。

